|
|
WEAR GENERATES WEAR |
|
|
|
|
|
|
|
WEAR GENERATES WEAR |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Factors determining engine oil life
Water in oil makes oil unusable and poses risk for the equipment.
Is there a relation between oil cleanliness level and machine service life ?
How clean should the oil be depending on the equipment we use?
|
1- TAN value: Shows acidity level of the oil. The acid number (AN) test is one of the methods available in the oil analysis field used to estimate the amount of additive depletion, acidic contamination and oxidation. The oil we use have several additives to improve oil quality (wear, detergant, foaming, air release etc) and AN merely measures the by-product of oxidation. It is used to determine the rate of depletion of these additives. TAN number of new oil is close to zero and increases as the oil is used. Oil is not usable when it reaches 1,5 - 2 mgKOH/g. 2- Viscosity: Oil viscosity refers to how easily oil pours at a specified temperature. Thin oils have lower viscosity and pour more easily at low temperatures than thicker oils that have a higher viscosity. %10-15 change in viscosity makes oil unusable. Oil temperature is very important as oil gets thinner as temperature increases, and gets thicker as temperature falls. For example ISO VG46 oil viscosity will fall to 15-16 CSt at 700 C and increase to 200 CSt at 100 C. Use of oil at high temperatures will reduce oil life. According to Arrhennius Equation higher temperatures speed up reactions, often doubling the rate for a 10-degree rise. Ideal temperature range for a piston pump is 450 C - 680 C range. High Viscosity Index (HVI) oils are reccommended where temperature change is a critical factor. Viscosity is less affected by temperature change for HVİ oils. 3- Water in Oil: Water can exist in oil in three states. Dissolved, emulsified and free state.
|
Dissolved water is characterized by individual water molecules dispersed throughout the oil with no visible indication of its presence. Most industrial oils can hold as much as 200 to 600 ppm of water (0.02 to 0.06 percent) in the dissolved state.Emulsified water;The oil is saturated when the amount of water has exceeded the maximum level for it to remain dissolved. At this point, the water is suspended in the oil in microscopic droplets known as an emulsion, with the oil said to be cloudy or hazy. Free water; The addition of more water to an emulsified oil/water mixture will lead to a separation of the two phases producing a layer of free water as well as free and/or emulsified oil. 4- Contamination: Contamination is an external factor which can not be attributed to state of oil, but it is a determinant factor with respect to the acceptable contamination level of tequipment such as pumps, valves, bearings, cylinders etc. Laboratories give warning for contamination but it is not one of the oil's property since it can be eliminated by cleaning the oil to an acceptable point. It is the machinery/equipment manufacturers that stipulate certain contamination levels for the equipment they use. Factors regarding the operating conditions such as pressure, load, intensity of use and cost of the equipment and cost of maintaining it will determine when the oil must be changed. For example same oil at an excavator working as a hammer in tunnel will be used shorter than the same oil used in a machine tool operating indoors under very low pressure and temperature.
|
| Dirt in oil will icrease oil viscosity and result in rapid increase in oil temperature and retard cooling which will cause spoiking of the oil properties. | |
|
The followinh properties must be measured by oil analysis: 1- TBN (TTota Base Number). 2- Viscosity 3- Soot 4- Worn out metals and silica 1- TBN: Ability of the oil to neutralize acidity. The value is generally 12-14 mgKOH/g of oil. The value will be lower as the oil is used. As a rule of thumb, the TBN is allowed to fall untill it is half the original value. 2- Viscosity: Resistance of the oil to flow. Change in viscosity by 10% is consideed acceptable Viscosity will be affected by temperature, particle contamination and water in oil. Fuel dilution in oil will cause the viscosity to fall, but this may be balanced by viscosity increase due to particle contamination. Therefore, proper analysis is important. 3- Soot: As the cylinder liner and the piston rings wear out, engine will burn oil and lose comperssion to oilpan. Formation of soot over about 2% will cause the oil to be drained. |
Contamination due to environmental dust and worn out metals will be mix with soot and will be carried to engine beraings. Oil will behave like a sand paper and accelerate wear. 4- Wornout Metals and Dust: Every engine manufacturer specifies limits for wear-out metals. Wear-out metals contribute to contamination; but it is not indication of contamination level; it is aimed to follow up engine components; bearings, piston rings etc. Dust/silicon enters the engine oil from atmosphere due to ineffective air filtration and worn-out piston rings. Both ingredients contaminate the oil an accelerate wear. I call it Vampire Effect; particles that disintegrate from the structure due to abrasive metal/dust particles themselves become abrasive. Purpose of lubrication is to reduce friction and wear between working surfaces; it is natural to claim that dust and wear-out metals will make the oil more abrasive. 5- Water Content: As engine oil becomes very hot due to combustion, water can not be detected as ppm content. Engine oil analysis will show Sodium (Na) level, which exists in antifreeze. |
|
- to reduce wear between moving parts - to cool the matching parts that are in contact - to clean the parts, to wash the system galleries - to transmit power in hydraulic systems
To be able to fulfill these duties, the oil must be; - clean to scavenge the lube/hydraulic-oil system - cool enough to flow and cool the heated components - viscous enough to flow and transmit power
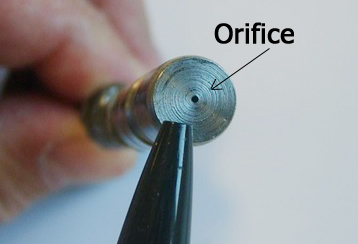
There are 3 basic problems encountered in hydraulic systems: 1- Particle Contamination: Dust (Si) and wear-out metals are the main contributors of contamination. Hydraulic systems work under very high pressures; i.e. the pump must be workin within very narrrow tolerances and the valves are expected to hold these pressures. Pumps, valves and cylinders work within tolerances under 10 micron and they are very sensitive to contaminants at sizes under 10 micron as these particles can enter the gaps and cause wear. 2-Water Content: Water will cause the oil to deteriorate and cause oxidation in hydraulic components. 3-Temperature: As contamination increases, oil viscosity increases and casuses it to retain heat. When oil is used at 10 degrees Celcius over normal operating temperature, the reactions will double and cause oxidation, meaning the additives wil be depleted faster and oil life will be halved. |
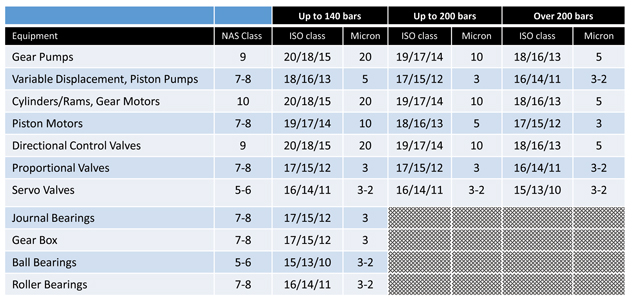
There is a strong correlation between fluid cleanliness and component service life. 1- According to a 3-year survey made by the Britisch Hydromechanic Research Group on 117 hydraulic equipment on 8 different categories, there is a relation between contamination and equipment life. The table below depicts this correlation. As an expamle: an equipment working with an oil at 18/15 contamination level will have 2 times longer life with same equipment running with oil at 21/18.
|
|
|||||||||||||||||
|
RELATION BETWEEN CONTAMINATION AND MACHINE/EQUIPMENT SERVICE LIFE According to Caterpillar dust and contamination are the number 1 reason of hydraulic systems. If the oil can be finely filtered, machine service life can be increased up to 50 times. According to A.C. Delco Division of the General Motors, use of 30 micron filter compared to 40 micron had reduced engine wear 50%. Similarly, using 15 micron filter reduced engine wear by 75%. The survey also revealed that diminishing friction between mating parts resulted in 5% fuel economy. Researches made by Nippon Steel, Kawasaki Steel, U.BS.A. Navy, Oklahoma State University, MIT, also revealed that improvement in oil cleanliness extended machinery/equipment service life. Oil Bypass Filter Technology Evaluation final report, carried out by the U.S. Department of Energy, documents the feasibility of using oil bypass filters on 17 vehicles in the Idaho National Laboratory (INL) fleet during a 3-year test period. The survey reveales 90% increase in engine oil life. https://avt.inl.gov/sites/default/files/pdf/oilbypass/oilbypassfinalreport.pdf |
||||||
| l Oil Life and Why/When to Change It | ||||||
|
FOR OIL PRODUCERS: CONTAMINATION is NOT a factor to drain the oil Because the contaminant particles are external agents that have nothing to do with oil quality. Oil will become usable after they are filtered. When oil labs analyse oil samples, they only give warning to filter the oil if contamination is detected, but not X to drain it. FOR MACHINERY/EQUIPMENT MANUFACTURERS: CONTAMINATION is an important factor to drain the oil Hydraulic equipment work under high pressure; - pumps are expected to generate pressure over 350 bars; - valves and actuators are expected to direct/hold this pressure at standstill. This means they work within very fine tolerences, usually under 10 microns. - engine/turbine bearings are in contact with heavy shafts that are rotating at high speeds. These elements are critical to operation and run within very fine tolerances or are in direct contact. They need ultra clean oil to eliminate friction and power loss. See Contamination Level For Hydraulic Components. |
Oıls can withstand extreme conditions at least up to 6000 hours. WE DRAIN OIL because of PARTICLE CONTAMINATION before the oil's physical and chemical properties are depleted.
|
|||||
|
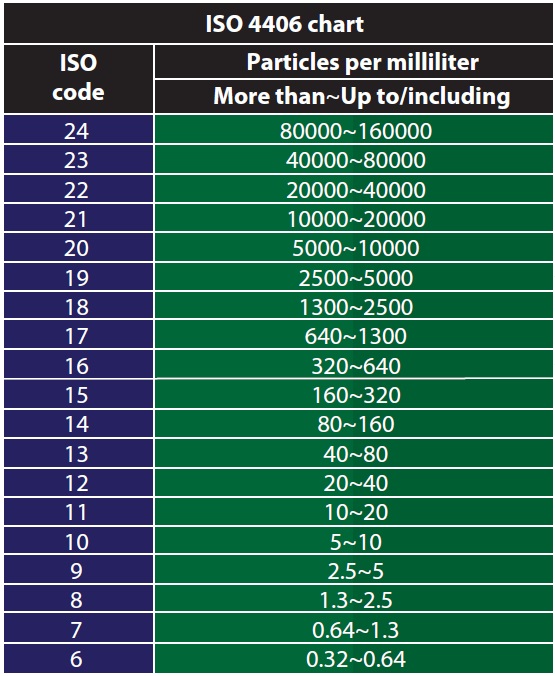
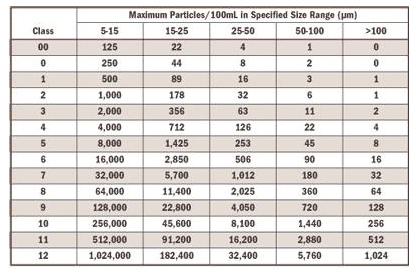
n How do we determine contamination level There are two basic standards to determine contamination level - ISO4406 -NAS1638 (Replaced by AS4059C after 2001; but particle counters still use this standard)
Oil Sampling: Oil sampling is very important procedure. Equipment manufacturers' specifications must be followed. Sampling bottles/containers must be clean and sampling pump/device must not be used without properly cleaning (hoses replaced every time, aprropriate pumping equipment must be used).
Particle counting is performed in a unit volume of sample (miligram or 100 miligram of oil) for predetermined sizes; >4 micron - >6 micron - >14 micron for ISO4406 and 5-15/15-25 microns for NAS1638.
|
||||||