|
|
WEAR GENERATES WEAR |
|
|
|
|
|
|
|
WEAR GENERATES WEAR |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Save your oil, protect your machine by our 1 micron depth filters
| CAT engine oil filtering unit | 900 Litre/Min Flushing Filter |
CAT engine oil filtering unit |
Extrusion press oil filter with water absorbing unit + heater |
|||
|
01 micron, 30 L/min filtration machine for mine truck engines after engine dynamo testing, includes heater and oil tank. |
|
18 L/min 1 micron filtration unit used to clean CAT engine oil after dynamo test.. |
|
|||
| 20 L/min filtration unit with 10 micron prefilter, 7,5 kW heater and 12 L water separator is used to collect and clean spilled oil. | ||||||
| Filtration unit used to clean engine oil after dyno-test before delivery to customer. |
 |
|
|
Filtration machine with water absorbant unit and heating system The machine is used on ISO VG460 gear oil which needs to be heated before being filtered. |
||
| ABOUT OIL LIFE | ||||||
|
Factors determining hydraulic and engine oil life Have the oil sample analysed for the following oil properties cont'd >>> |
||||||

|

|

|

|
|

|

|
|
|
PRESS OIL - MACHINE-TOOL OIL FILTRATION |
CONSTRUCTION MACHINES - HYDRAULIC OIL |
FUEL FILTRATION SYSTEMS | DIESEL ENGINE OIL FILTRATION |
GEAR-DIFFERENTIAL -HUB OIL FILTRATION |
TRANSFORMER OIL FILTERS | WIND GENERATORS OIL | TURBINE OIL FILTRATION |
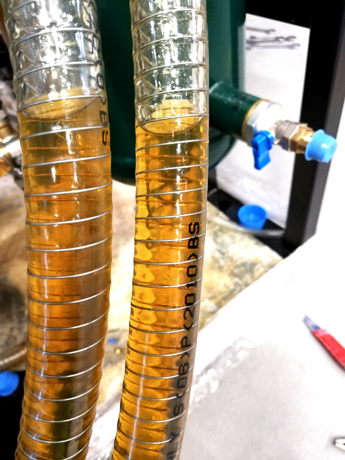
| WATER-IN-OIL PROBLEM? |
Gear oil that had been mixed with water and same oil after treated with water absorbant filter |
|

 |
Vacuum dehydrating machines are expensive equipment, therefore it is more economical to use water absorbant unit to take water from oil (unless very high amount of water is mixed in oil). Water is oil killer. Water and oil are immiscible but water emulsifies when pumped together with oil. It is difficult to separate water which makes oil unusable if oil's saturation point is exceeded. |
|
| Use water absorbant filter to purify your oil | ||
|
WHY MUST WE USE MIKRON FILTRE DEPTH FILTERS |
APPLICATIONS |
|
OIL IS EXPENSIVE, SO IS MACHINE HYDRAULIC/LUBE OIL SYSTEM COMPONENTS AND MACHINE DOWN TIMES Oil is a matter of life for a hydraulic-lube oil system; it lubricates, cools, scavenges, reduces friction, transmits power. It has to be clean. Dirty oil is a killer; it carries all contamination through the system components and accelerates wear ; all particles removed from structure by dirt particles (vampires) become new vampires to tear apart more particles from the structure (vampire effect). |

|
|
OEM filters on the equpment are 10-25 microns the finest (the reason being high flow rates against restricted filtration surface). But the contamination measuring standards count particles under 10 micron which arae out of filtration capability of the OEM filters. MAchinery/equipment manufacturers care about oil cleanliness and specify contamination level according to IS4406/NAS1638. Filtration capability of the equipment determines oil life for a given machine even though real oil life expectancy is much longer. To be able to use oil to its full service life, longer than what is specified by the machinery manufacturers, finer filters are needed. Contamination level is measured by ISO4406 or NAS1638/AS4059 standardsby measuring particles in the range of 4-6-14 micron or 5-15-25 micron ranges. The range with highest particle count determines contamination level. Human eye can not see sizes below 40 microns. |
|
| ABOUT DEPTH FILTERS |
 |
 |
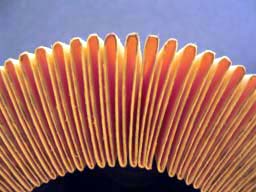
SURFACE FILTER ELEMENTS (These are classical filter elements that are used OEM on machines and machine-tools) |
|
|
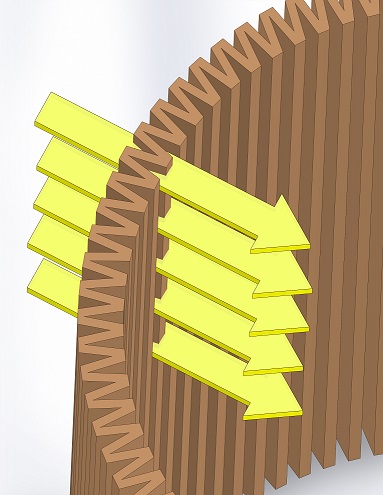
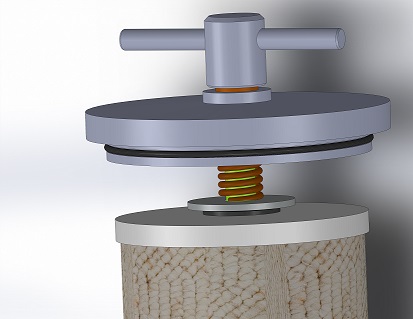
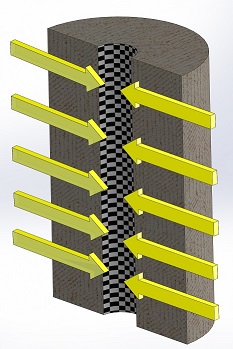
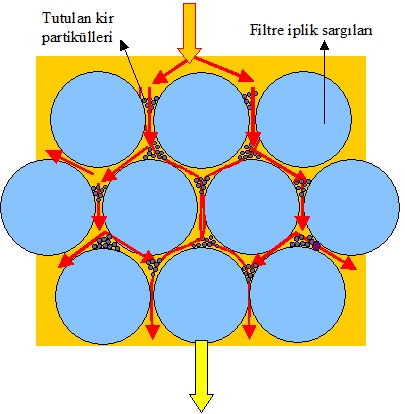
Depth filter cartridge |
Oil will flow between tightly wound threads |
||
|
Advantages - Finest dirt particles are trapped between tightly wound threads while pasing through depth winding media. - Filtration surface, i.e. dirt holding capacity is much higher. - Element life is longer. - There is no tunelling, puncture risk compared to classical surface filters. - Filtration capability increases as the element gets loaded with dirt.
OTHER CONSIDERATIONS; - Resistance to flow is higher, meaning higher filtration surface against same flow rate is necessary. That's why they are not used as full flow filter due to size constraints. They are usually used as by-pass filters, or as off-line maintenance buggies. - Price may look higher for a given flow rate, but this is compensated by longer filtration service and higher cleanliness level.
|
Surface filters are used as full flow, OEM filter elements on hydraulic/lube-oil systems. Their filtration capability are over 10 microns usually due to high pump flow rates. They pose risk of tunnelling and bursting when clogged, therefore by-pass pressure relief valve are used to protect the filter element. This means oil will be by-passing the filter element without any indication to the operator. Dirt particles under 10 microns can pass through the elements and accumulates over time to exceed contamination limit value even though the oil is still usable. |
Depth element |
|
|
Toplam ziyaret:
|